Extras din referat
1.1. Consideratii initiale
Vom aborda, o serie de procedee de prelucrare cu jet de fluid, carora le vom alatura un procedeu ce utilizeaza granule abrazive transportate de un mediu vascos. Desi procedeele de prelucrare cu fluide in miscare sunt diverse, existenta unor elemente de baza asemanatoare ne permite sa incercam o grupare a lor, plecand tocmai de la posibilitatea constituirii unei ,scule" dintr-un astfel de curent de fluid.
Desigur, fenomene distincte pot sta la baza procedeelor apartinand catetegoriei mentionate, unele dintre aceste fenomene ar permite amplasarea procedeelor in cauza in alte grupe (de exemplu, electrodepunerea cu ajutorul unui jet de electrolit poate fi incadrata foarte bine si in categoria procedeelor ce permit realizarea acoperirilor prin depunere electrochimica); in calitate de fluide utilizate pentru construirea jetului, sunt mentionate In literatura de specialitate atat lichide, cat si medii gazoase.
O alta clasificare a procedeelor ce vor fi succint prezentate poate avea in vedere criteriul modificarilor cantitative suportate de semifabricat in timpul prelucrarii. Vom avea, astfel, procedee de prelucrare cu indepartare de material din semifabricat sau prin eroziune (cele mai multe si, probabil, cele mai raspandite procedee), cu adaugare de material (depunere) si chiar un procedeu de durificare superficiala, deci fara modificari cantitative ale semifabricatului, pe parcursut prelucrarii.
1.2. Prelucrari cu granule abrazive transportate de un mediu gazos (cu jet abraziv)
Prelucrarea cu granule abrazive si mediu gazos de transport se bazeaza pe efectele exercitate in conditiile directionrii, spre suprafata semifabricatului, a unor particule abrazive aflate intr-un curent de gaz, particule avand viteze mari de deplasare.
Tocmai acest ultim aspect (vitezele atinse de granulele abrazive) a condus la atribuirea calificativului de neconventional grupului de metode in cauza.
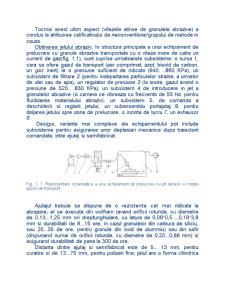
Obtinerea jetului abraziv. In structura principala a unui echipament de prelucrare cu granule abrazive transportate cu o viteza mare de catre un current de gaz(fig, 1.1), sunt cuprise urmatoarele subsisteme: o sursa 1, cara sa ofere gazul de transport (aer comprimat, azot, bioxid de carbon, un gaz inert) la o presiune suficient de ridicata (640. ..860 KPa), un subsistem de filtrare 2 (pentru indepartarea particulelor straine, a urmelor de ulei sau de apa), un regulator de presiune 3 (la iesire, gazul avand o presiune de 520.. .830 KPa), un subsistem 4 de introducere in jet a granulelor abrazive (o camera ce vibreaza cu frecventa de 93 Hz. penlru fluidizarea materialului abraziv). un subsistem 5. de comanda a deschiderii si reglarii jetului, un subansamblu portajutaj 8, pentru dirijarea jetului spre zona de prelucrare, o incinta de lucru 7, un exhausor 8.
Desigur, variante mai complexe ale echipamentului pot include subsisteme pentru asigurarea unor deplasiari mecanice dupa traiectorii comandate, intre ajutaj si semifabricat.
Fig. 1. 1. Reprezentare schematica a unui echipament de prelucrare cu jet abraziv si mediu gazos de transport
Ajutajul trebuie sa dispuna de o rezistenta cat mai ridicata la abrazare; el se executa din wol¬fram (avand orificii rotunde, cu diametre de 0,13...1,25 mm ori dreptunghiulare, cu latura de 0,08*0,5 ...0,18*3,8 mm si durabilitati de 8...15 ore, in cazul granulelor din carbura de siliciu, sau 20...35 de ore, pentru granule din oxid de alummiu) sau din safir (dispunand numai de orificii rotunde, cu diametre de 0,20...0,66 mm) si asigurand durabilitati de pana la 300 de ore.
Distanta dintre ajutaj si semifabricat este de 5... 13 mm, pentru curatire si de 13...75 mm, pentru polizari fine; jetul are o forma cilindrica pe o lungime relativ redusa (de ordinul catorva milimetri), ulterior el capatand o forma tronconica.
Din acest motiv, pentru prelucrari precise, distanta dintre ajutaj si semifabricat poate ajunge sub 1 mm. Viteza granulelor abrazive la iesirea din ajutaj atinge valori de pana la 150...300 m/s.
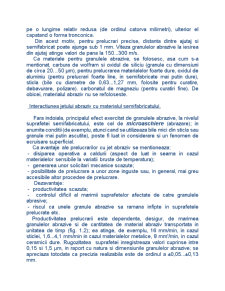
Ca materiale pentru granulele abrazive, se folosesc, asa cum s-a mentionat, carbura de wolfram si oxidul de siliciu (granule cu dimensiuni de circa 20…50 µm), pentru prelucrarea materialelor foarte dure, oxidul de aluminiu (pentru prelucrari foarte line, in semifabricate mai putin dure), sticla (bile cu diametre de 0,63...1,27 mm, folosite pentru curatire, debavurare, polizare). carbonatul de magneziu (pentru curatiri fine). De obicei, materialul abraziv nu se refoloseste
Preview document















Conținut arhivă zip
- Taiere cu Jet Abraziv.doc
Alții au mai descărcat și


Introducere: Energia electrica reprezinta capacitatea de actiune a unui sistem fizico-chimic. Energia electrica prezinta o serie de avantaje in...
Te-ar putea interesa și

Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

Rezumat Conceperea și proiectarea unui dispozitiv pentru debavurat a aparut ca o necesitate de ordin practic în mediile industriale si de...

1. Descriere Proiectul de fata Laser Cutting. Tehnologia de fabricarea discurilor de frana, intocmit cu scopul de a fi sustinut in cadrul...

1. Prelucrarea materialelor Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost denumită...

Caracterizare procesului Jetul abraziv se întrebuinþeze pentru o varietate foarte mare de curatare a suprafetelor si taierea acestora în special...

CAPITOLUL 1 Prelucrarea materialelor Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost...

Tăierea cu jet de apă abraziv este unul din cele mai noi tehnologii neconvenţionale de prelucrare a materialelor alãturi de tãierea cu laser sau cu...

I. Generalităţi Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost denumită prelucrare...