Extras din curs
11.1. Noţiuni generale
În construcţia de maşini peste 70% din totalul pieselor prelucrate au unul sau mai multe alezaje, care pot fi înfundate sau pătrunse, cu praguri sau drepte, cilindrice sau conice etc.
În comparaţie cu arborii, alezajele se prelucrează în condiţii mai grele. Suprafeţele interioare sunt mai greu accesibile, nu întotdeauna se poate asigura o rigiditate suficientă şi o ghidare corectă a sculei aşchietoare. De asemenea, nu în toate cazurile se poate realiza o răcire corespunzătoare sculei aşchietoare, iar evacuarea aşchiilor este mai dificilă. Tehnologia de prelucrare a alezajelor se stabileşte ţinând seama de forma constructivă a piesei, materialul folosit, dimensiunile şi condiţiile de precizie, de formă şi de rugozitate, precum şi de costul prelucrării.
Alezajele se clasifică în funcţie de forma constructivă, greutate, diametru şi adân¬cime în următoarele grupe mai importante: alezaje scurte, atunci când l/d 0,5; alezaje normale, dacă 0,5 l/d 3; alezaje lungi, dacă 3 < l/d 10; alezaje foarte lungi, dacă l /d>10.
În general, prelucrarea alezajelor prin aşchiere, ţinând seama de precizia de pre¬lucrare şi calitatea suprafeţelor, se poate face prin una sau mai multe procedee de prelu¬crare, şi anume: burghiere, adâncire, strunjire, broşare, rectificare, strunjire de netezire, honuire, rodare, lepuire, vibronetezire, netezire însoţită de ecruisare prin deformare plastica.
11.2. Prelucrarea alezajelor prin burghiere
Găurile se execută, în general, cu burghie elicoidale, având diametrul de la 0,5 mm la 80 mm. Burghiele speciale se folosesc numai în cazurile deosebite, ca de exemplu la prelucrarea găurior cu diametru mai mic de 0,5 mm şi a găurilor adânci. De asemenea, burghie speciale se folosesc şi la executarea găurilor cu diametru mai mare de 80 mm.
Burghiele elicoidale,cu diametrul de (50 80) mm se folosesc foarte rar h exe¬cutarea găurilor în plin şi numai în cazul pieselor foarte rigide, prelucrate pe maşini-unelte puternice şi rigide, întrucât, pentru a realiza avansul corespunzător diametrului, este necesară o forţă de aşchiere foarte mare. De exemplu, pentru executarea în plin a unei găuri cu diametrul de 50 mm într-un material cu Rm = (50 60) daN/mm2, cu un avans de 0,85 nun/roteşte necesară o forţă axială de 3000 daN.
Pentru a folosi regimurile optime de aşchiere şi în cazul executării găurilor cu diametrul mai mare de 30 mm, se recomandă executarea găurilor din două treceri. Diametrul primului burghiu terbuie să fie egal cu (0,5 0,6) d, unde d este diametrul final al găurii.
Găurile cu diametrul de la 80 mm până la 400 mm şi cu adâncimea de (150 200) mm se execută cu burghie speciale numite burghie tubulare, cu dinţii aşchietori aşezaţi pe coroana frontală inelară a corpului tubular al burghiului
(v. fig. 11.3).
11.2.1. Alegerea maşinii-unelte şi a sculei
In mod obişnuit, burghierea se execută pe maşini de găurit, dar aceasta nu
înseamnă că nu se poate apela, după necesităţi, şi în mod justificat şi la alte tipuri de maşini-unelte, ca de exemplu: strunguri, maşini speciale pentru găuri adânci, strunguri revolver semiautomate sau automate, maşini de alezat şi frezat şi altele.
Pentru prelucrarea găurilor cu lungimea unde D este diametrul burghiu¬lui, se folosesc următoarele tipuri de burghie: din oţel rapid, pentru prelucrarea oţelului; cu plăcuţe din carburi metalice, pentru prelucrarea fontei şi a pieselor din oţel călit.
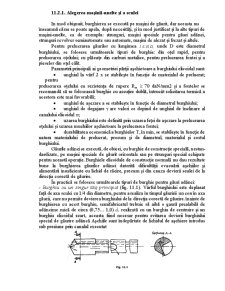
Parametrii principali ai geometriei părţii aşchietoare a burghiului elicoidal sunt:
- unghiul la vârf 2 x se stabileşte în funcţie de materialul de prelucrat; pentru
prelucrarea oţelului cu rezistenţa de rupere Rm 70 daN/mm2 şi a fontelor se recomandă să se folosească burghie cu ascuţire dublă, întrucât solicitarea termică a acestora este mai favorabilă;
- unghiul de aşezare a se stabileşte în funcţie de diametrul burghiului;
- unghiul de degajare are valori ce depind de unghiul de înclinare al canalului elicoidal ;
- uzarea burghiului este definită prin uzarea feţei de aşezare la prelucrarea
oţelului şi uzarea muchiilor aşchietoare la prelucrarea fontei;
- durabilitatea economică a burghielor T, în min, se stabileşte în funcţie de natura materialului de prelucrat, precum şi de diametrul, materialul şi costul burghiului.
Găurile adânci se execută, de obicei, cu burghie de construcţie specială, nestan¬dardizate, pe maşini speciale de găurit orizontale sau pe strunguri special echipate pentru această operaţie. Burghiele elicoidale de construcţie normală nu dau rezultate bune la burghierea găurilor adânci datorită dificultăţii evacuării aşchiilor şi alimentării insuficiente cu lichid de răcire, precum şi din cauza devierii sculei de la direcţia corectă de găurire.
Preview document



























Conținut arhivă zip
- Tehnologia Prelucrarii Suprafetelor Cilindrice si Conice Interioare.doc
Alții au mai descărcat și

Capitolul I. Generalităţi Strunjirea este operaţia de prelucrare prin aşchiere pe maşini-unelte, numite strunguri. La aceasta prelucrare, fie se...

DATE INIȚIALE Diametrul nominal al găurii alezate: D=15+n=15+4=19 [mm] Clasa de precizie: H10 D=〖19〗_0^(+0,084) [mm] Lungimea găurii:...

ARGUMENT Motoarele termice reprezintă sisteme (motoare) care transformă energia termică a unui combustibil în lucru mecanic, prin evoluţia unui...

Rectificarea este un procedeu de prelucrare prin aşchiere care constă în detaşarea de pe suprafaţa de prelucrat a unor aşchii subţiri cu ajutorul...

MASINI – constructii care transforma energia mecanica intr-o alta forma de energie sau transforma energia de o anumita forma in energie mecanica....

I.1. Necesitatea introducerii comenzilor numerice Creşterea cerinţelor de precizie a prelucrării corelata cu creşterea productivităţii muncii la...

Generatorul de abur reprezinta o instalatie termicÎ care utilizeazÎ energia termica rezultatÎ prin arderea combustibililor clasici sau prin...

Turbomasinile sunt masini rotative la care comprimarea gazului sau vaporilor se obtine prin actiunea unui rotor asupra curentului permanent de gaz,...
Te-ar putea interesa și

TEMA PROIECTULUI: Sa se realizeze tehnologia de prelucrare a piesei Flansa ovala , avându-se în vedere un lot de 500 de bucati. CAPITOLUL 1....

Să se proiecteze un dispozitiv special în faza de documentaţie de execuţie, pentru prinderea piesei din figura de mai jos, la prelucrarea prin...

Capitolul 1 TENDINŢE ŞI DEZVOLTĂRI ÎN CONDUCEREA AUTOMATĂ ŞI ADAPTIVĂ A MAŞINILOR UNELTE În timp s-au conturat mai multe direcţii importante în...

Tema proiectului Să proiecteze un dispozitiv în fază desen de execuţie pentru prinderea semifabricatului din desenul de mai jos, la prelucrarea...

MEMORIU JUSTIFICATIV Operatia de alezare este prelucrarea prin aschiere executata manual sau mecanizat (cu masini de alezat, masini de gaurit,...


CONCEPTIA SI OBŢINEREA BUCSELOR DE BLOCARE METALICE PRIN TURNARE 1. CARACTERIZAREA GENERALA A ANSAMBLULUI DIN CARE FACE PARTE PRODUSUL In...
Rectificarea este un procedeu de prelucrare prin aşchiere care constă în detaşarea de pe suprafaţa de prelucrat a unor aşchii subţiri cu ajutorul...