Cuprins
- Cap.1 Stabilirea datelor necesare proiectării dispozitivului 1
- 1.Proprietățile mecanice ale materialului piesei de prelucrat 1
- 2. Stadiul de prelucrare a piesei până la operaţia pentru care se proiectează dispozitivul 2
- 3. Elementele operației pentru care se proiectează dispozitivul 3
- 4. Forma și dimensiunile elementelor de legătură ale mașinii-unelte cu dispozitivul 5
- Cap.2 Stabilirea sistemului bazelor de orientare a piesei de prelucrat în dispozitiv 6
- 1. Schița operației 6
- 2. Stabilirea cotelor de realizat pe piesă la prelucrare și a sistemului bazelor de cotare 6
- 3. Stabilirea sistemului bazelor de orientare a piesei la prelucrare și a elementelor de orientare 7
- 4.Calculul erorilor maxime admise la orientare 8
- 5.Calculul erorilor de orientare a piesei la prelucrare 8
- 6.Alegerea variantei optime de orientare 10
- Cap3.Stabilirea fixării piesei 11
- Cap4.Varianta optimă de orientare şi fixare 12
Extras din proiect
Cap.1 Stabilirea datelor necesare proiectării dispozitivului
1. Proprietățile mecanice ale materialului piesei de prelucrat
Materialul din care este executată piesa este: 25MoCr11. STAS: 8185-88.
În tabelele 1.1; 1.2; 1.3 se vor prezenta caracteristicile mecanice ale semifabricatului
– compoziţia chimică şi structura materialului;
– proprietăţile mecanice;
– tratamentele termice.
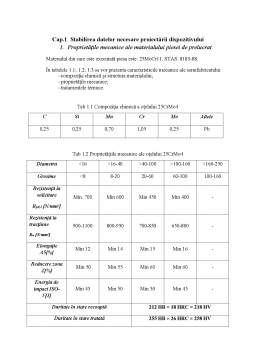
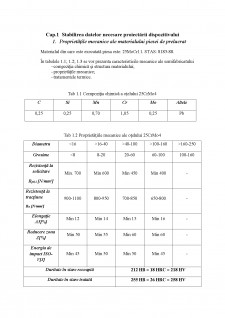
C Si Mn Cr Mo Altele
0,25 0,25 0,70 1,05 0,25 Pb
Diametru <16 >16-40 >40-100 >100-160 >160-250
Grosime <8 8-20 20-60 60-100 100-160
Rezistenţă la solicitare
Rp0,2 [N/mm²] Min. 700 Min 600 Min 450 Min 400 -
Rezistenţă la tracţiune
Rm [N/mm²] 900-1100 800-950 700-850 650-800 -
Elongaţie A5[%] Min 12 Min 14 Min 15 Min 16 -
Reducere zona Z[%] Min 50 Min 55 Min 60 Min 60 -
Energia de impact ISO-V[J] Min 45 Min 50 Min 50 Min 45 -
Duritate în stare recoaptă 212 HB = 18 HRC = 218 HV
Duritate în stare tratată 255 HB = 26 HRC = 258 HV
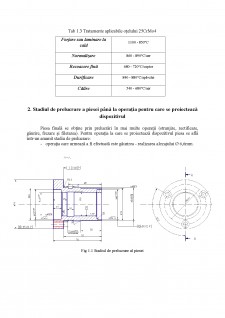
Forjare sau laminare la cald 1100 - 850°C
Normalizare 860 - 890°C/aer
Recoacere fină 680 - 720°C/cuptor
Durificare 840 - 880°C/apă-ulei
Călire 540 - 680°C/aer
2. Stadiul de prelucrare a piesei până la operaţia pentru care se proiectează dispozitivul
Piesa finală se obţine prin prelucrări în mai multe operaţii (strunjire, rectificare, găurire, frezare şi filetarea). Pentru operaţia la care se proiectează dispozitivul piesa se află într-un anumit stadiu de prelucrare:
- operaţia care urmează a fi efectuată este găurirea - realizarea alezajului Ø 6,6mm.
3. Elementele operației pentru care se proiectează dispozitivul
Elementele operației care trebuie cunoscute pentru proiectarea dispozitivului sunt:
– fazele operației
– mașina unealtă utilizată
– sculele utilizate
– regimul de așchiere
– forțele de așchiere.
Fazele operației sunt:
– găurirea la Ø 6,6.
Operația se realizează în 3 faze.
Mașina - unealtă
Prelucrarea se realizează pe o mașină de găurit G 25 cu următoarele caracteristici:
– cursa maxima a axului principal = 224 mm;
– conul axului principal = Morse nr. 4;
– distanta dintre axul burghiului si coloana = 315 mm;
– distanta maxima intre masa si partea frontala a axului principal = 710 mm;
– distanta maxima intre placa de baza si partea frontala a axului = 1120 mm;
– suprafata mesei = 425 x 530 mm;
– numarul de canale si dimensiunea acestora = 3 canale paralele T12 STAS 1385:1995;
– suprafata placii de baza = 560 x 560 mm;
– numarul de canale pe placa = 2 canale T18 STAS 1385:1995;
– gama de turatii = 40; 56; 80; 112; 160; 224; 315; 450; 630; 900; 1250; 1800 rot/min;
– gama de avansuri = 0,10; 1,13; 0,19; 0,27; 0,38; 0,53; 0,75; 1,06; 1,5 mm/rot;
– putere motor principal = 3 kW;
Preview document











Conținut arhivă zip
- Tema de casa - Dispozitive.docx
Alții au mai descărcat și

Standardele ISO 14000 sunt standarde generale referitoare la sistemele de management de mediu destinate pentru tinerea sub control a impactului...

Elementele pneumatice de excutie (motoarele pneumatice) transforma energia aerului comprimat in lucru mecanic. Motoarele pneumatice pot fi: • cu...

Filtrele sunt circuite electronice care efectueaza funcţii de prelucrarea semnalelor, special destinate pentru a elimina componentele de semnal...

CURS 1 MODELAREA MATEMATICĂ A SISTEMELOR Sistemele mecatronice sunt structuri complexe formate din componente mecanice, electronice şi elemente de...

ASAMBLĂRI PRIN ȘURUBURI. Asamblarea cu șuruburi este una din cele mai vechi metode de asamblare utilizată în construcția de mașini. Aproape că nu...

CONVENȚII INTERNAȚIONALE ÎN DOMENIUL SECURITĂȚII - Convenția de la Chicago din 1944 - Convenția de la Tokyo din 1963 - Convenția de la Haga din...

INTRODUCERE Avionica (AVIation electrONICS - avionics) este termenul prin care, începând din perioada anilor 1930, sunt reunite echipamentele care...

I. ELEMENTE GENERALE 1.1. Instalatiile energetice ale avioanelor Avioanele moderne si tehnica aerospațială utilizează pe scară largă dispozitive...
Te-ar putea interesa și

INTRODUCERE Unul din doi adolescenţi din zilele noastre suferă de depresie, iar pe întreaga durată a vieţii fiecare persoană trece cel puţin odată...

1. ISTORICUL TULBURĂRII În ciuda încercărilor repetate de a dezvolta un concept de personalitate antisocială fără implicaţiile unei „nebunii...

Diferenţe culturale; analiza comparativă a comportamentelor Tipuri de contexte comunicaţionale: 1. Din perspectiva limbajului, contextul...

1. Scopul lucrării Se urmăresc tratamentele pentru deratizare, dezinsecție și dezinfecție și echipamentele necesare. • Deratizare Prin...

Educatoare: Data: 29.05.2023 Unitatea de învățământ: Grupa: mijlocie B ,,Buburuze” Tema anuală de studiu: ,,Când, cum și de ce se întâmplă?”...

Pentru circuitul din figură să se determine curenţii prin laturi, tensiunile în noduri şi între bornele tranzistorului- Se va calcula teoretic PSF-...

PREZENTARE GENERALĂ Prima mentionare a unui aparat ce curata covoarele dateaza din 8 Iunie 1869, cand Ives McGaffey a patentat aspiratorul, o...

A.Stabilirea datelor necesare proiectării dispozitivului A.1. Proprietăţile mecanice ale materialului piesei de prelucrat Proprietăţile mecanice...