Cuprins
- Capitolul I. Probleme generale
- I.1 Prezentarea produsului
- I.2 Inventarierea sudurilor
- Capitolul II. Procedee de sudare
- II.1 Alegerea procedeelor de sudare folosind metoda factorilor tehnici
- II.2 Alegerea rosturilor dintre componente
- II.2.1 Stabilirea rosturilor (tabel)
- II.2.2 Prelucrarea rosturilor
- II.3 Studiul materialului de baza
- II.3.1 Analiza materialului de baza
- II.3.2 Studiul sudabilitatii materialului de baza
- II.3.3 Stabilirea necesitatii preîncalzirii
- II.4 Materialele de adaos
- II.4.1 Criterii de alegere a materialelor de adaos
- II.4.2 Prezentarea materialelor de adaos alese
- II.4.3 Determinarea compozitiei chimice medii a cusaturii
- II.4.4 Determinarea caracteristicilor mecanice din cusatura
- II.4.5 Determinarea caracteristicilor mecanice din ZIT
Extras din proiect
Capitolul I. Probleme generale
I.1 Prezentarea produsului
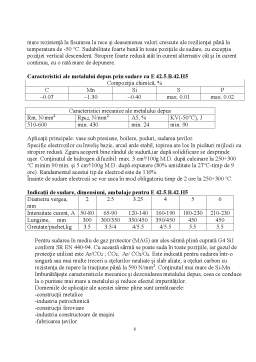
Masa suport este asamblata nedemontabil prin sudare dintr-un otel de uz general si anume OL 37.2K, ea fiind supusa la solicitari statice si dinamice datorate greutatii respectiv vibratiilor. Materialele folosite la realizarea mesei suport precum si dimensiunile ei au fost alese, respectiv calculate în functie de greutatea si dimensiunile utilajului ce urmeaza a fi montat. La construirea mesei suport trebuie respectate, pe lânga conditiile general valabile pentru orice constructie sudata, si o serie de reguli tehnice, atât în proiectarea cât si în executia acestei mese, permitând astfel în cadrul exploatarii sa asigure o functionare în conditii de siguranta.
I.2 Inventarierea sudurilor
Nr.Crt. Tipul îmbinarii Elementele îmbinarii S1
(mm) S2
(mm) Lc
(mm) Nr. de îmbinari identice
1 cap la cap 1-2 16 16 160 4
2 de colt 1-2 16 16 160 4
3 de colt 1-5 16 16 144 4
4 cap la cap 2-3 16 16 160 4
5 cap la cap 2-4 16 16 160 4
Capitolul II. Procedee de sudare
II.1 Alegerea procedeelor de sudare folosind metoda factorilor tehnici
Nr. crt. Procedeul T1 T2 T3 T4 T5 T6 T7 Uv £
1 2 3 1 2 3 4 1 2 3 1 2 1 2 1 2 3 1 2 3 4
1 SME 1 1 1 1 1 1 1 1 1 8
2 SF - 1 1 1 1 1 1 1 0.8 7
3 MAG 1 1 1 1 1 1 1 1 1 8
4 WIG 1 1 1 1 1 1 1 ½ 0.9 7.5
5 MIG 1 1 1 1 1 1 1 ½ 0.93 7.5
6 STG 1 1 1 1 1 1 1 1 1 8
7 ST 1 1 1 1 1 1 1 1 1 8
Am ales procedeele SE si MAG.
II.2 Alegerea rosturilor dintre componente
II.2.1 Stabilirea rosturilor
Stabilirea rosturilor se face conform procedurilor din SR EN 29692 si se trec în urmatorul tabel:
II.2.2.Prelucrarea rosturilor
Prelucrarea rosturilor se poate face prin procedee mecanice si procedee termice. Prelucrarea mecanica a rosturilor se va realiza cu ajutorul unui polizor unghiular cu urmatoarele caracteristici: - putere nominala-2600W;
- diametru disc-230 mm;
- turatie-6500rot/min;
- greutate-4,9kg.
Acest polizor poate executa urmatoarele operatii, si anume: degrosare, retezare, periere, slefuire. Calitatea suprafetelor este foarte buna în urma polizarii
Preview document








Conținut arhivă zip
- masa suport2000.dwg
- OPSAC1.doc
- proiectbun.mcd
- proiectopsacfinal.doc
- TABELOPSACbun.doc
Alții au mai descărcat și

1 Sistemul medical. Sistemul de sănătate reprezintă ansamblul elementelor independente care influenţează starea de sănătate atât la nivel...

Cap.I MEMORIU EXPLICATIV 1.1 Procedee de sudare in mediu de gaz protector Dintre toate procedeele de sudare prin topire,cea mai larga aplicare in...

ARGUMENT Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

În prezent, se face referire în mod frecvent la termeni cum ar fi calitate, calitate totală, managementul calității etc. Calitatea s-a constituit...

Introducere Comerţul reprezintă o categorie economică, proprie producţiei de mărfuri, care exprimă relaţiile economice ce se stabilesc între...

De ce Bucovina? De ce Gura Humorului? Poate doar de dragul codrilor de fag care iti umbresc calea, în care te pierzi si te bucuri ca un copil si...

Introducere Agricultura reprezintă cel mai mare sector al economiei Republicii Moldova, care antrenează aproape jumătate din forţa de muncă,...

Aparitia designului spaţiilor comerciale în lume Analizând designul în cadrul oraşului, se constată că oraşele cu un renume cât şi spaţiile urbane...

În zilele noastre, consumatorii au la dispozitie o mare diversitate de magazine de unde pot cumpăra bunurile şi serviciile necesare. Noile magazine...

Despre MOL Romania MOL România face parte din Grupul MOL - principala companie integrată de petrol şi gaze din Europa Centrala şi Răsăriteană....

Delimitarea domeniului tehnologiei comerciale reprezintă un demers ştiinţific care constă în clarificarea tuturor aspectelor de ordin teoretic şi...