Cuprins
- Capitolul 1. DATE INIŢIALE
- 1.1. Tema proiectului
- 1.2. Condiţii generale
- Capitolul 2. ANALIZA PROIECTULUI DE PRODUCŢIE
- 2.1. Structura de dezagregare a produsului (SDP)
- 2.2. Structura de dezagregare a lucrărilor (SDL)
- 2.3. Planul de producţie director (PPD)
- Capitolul 3. PARAMETRII DE PROGRAMARE ŞI CONDUCERE A PRODUCŢIEI
- 3.1. Determinarea tipului de producţie
- 3.2. Stabilirea formei de organizare a producţiei
- 3.3. Calculul numărului de maşini unelte
- 3.4. Calculul lotului de fabricaţie optim
- 3.5. Stabilirea lotului de fabricaţie economic
- Capitolul 4. PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE NELIMITATE ŞI FĂRĂ DATE IMPUSE
- 4.1. Calculul lotului optim de transport
- 4.2. Durata unui ciclu de producţie
- 4.3. Perioada de repetare a loturilor
- 4.4. Calculul costului de producţie
- 4.5. Elaborarea programelor de lucru a producţiei
- 4.6. Corelarea programelor de lucru cu P.P.D
- Capitolul 5. PROGRAMAREA ŞI CONDUCEREA PRODUCŢIEI ÎN CONDIŢII DE RESURSE LIMITATE ŞI DATE IMPUSE
- 5.1. Identificarea resurselor de producţie
- 5.2. Structura organizatorică a atelierului de producţie
- 5.3. Elaborarea reţelei logice a proiectului de producţie
- 5.4. Programarea şi conducerea proiectului prin durate
- 5.5. Programarea şi conducerea proiectului prin resurse
- 5.6. Ordonanţarea lucrarilor din proiect
- 5.7. Selectarea scenariului optim
- 5.8. Calculul costului de producţie pentru scenariul optim
- Capitolul 6. COMPARAREA VARIANTELOR
- 6.1. In funcţie de durata ciclului de productie
- 6.2. In funcţie de numarul de resurse
- 6.3. In funcţie de costul de producţie
- Capitolul 7. CONCLUZII FINALE
Extras din proiect
Capitolul 1. DATE INIŢIALE
1.1. Tema proiectului
Programarea şi conducerea producţiei pentru fabricarea unui set de trei repere R1, R3, R9 din componenţa produsului numit bloc hidraulic.
1.2. Condiţii generale
Beneficiar: S.C. Cobano S.R.L.
Executant: Universitatea „OVIDIUS” Constanţa;
Volum de producţie: 800 buc/an
Condiţii şi termene de livrare:
- livrarea se face trimestrial (în ultima săptămână a fiecărui trimestru) în următoarele condiţii:
- trimestrul I - 180 buc;
- trimestrul II - 220 buc;
- trimestrul III - 220 buc;
- trimestrul IV - 180 buc;
- perioada de asamblare durează 2 săptămâni;
- numărul de zile lucrătoare va fi de Z = 250 zile/an;
- numărul de schimburi pe zi: ks = 1 schimb/zi;
- numărul de ore: h = 8 ore/schimb ;
- regia: Rf = 150% ;
Alte date iniţiale:
- procesele tehnologice de realizare a reperelor (operaţii, resurse, timp unitar Tu, timp de pregătire încheiere a operaţiei Tpi);
- salariul operatorului direct: Sk = 3,5 lei/h;
- salariul operatorului regleor: Srk = 4 lei/h;
- cota orară: ak = 4,5 lei/h;
- p = 5%;
- E = 0,2;
Capitolul 2. ANALIZA PROIECTULUI DE PRODUCŢIE
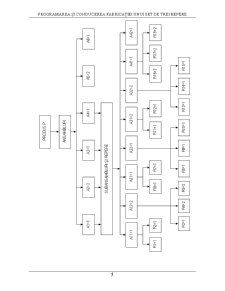
2.1. Structura de dezagregare a produsului (SDP)
Produsul oricărui proiect poate fi considerat ca o structură de sistem. De aceea se poate imagina dezagregarea produsului în structuri de ordin inferior, numite subsisteme.
La rândul lor subsistemele pot fi dezagregate în ansambluri, iar acestea din urmă în subansambluri. Această activitate logică de dezagregare poate fi efectuată până la nivelul entităţilor individuale din sistem numite, convenţional, piese. În felul acesta, se realizează ceea ce se defineşte convenţional, structură de dezagregare a produsului - SDP, care se poate reprezenta sub forma unei arborescenţe.
2.2. Structura de dezagregare a lucrărilor (SDL)
O problemă majoră în managementul proiectelor este aceea de a identifica cu precizie tot ceea ce trebuie realizat pentru atingerea obiectivului propus. Cu alte cuvinte, identificarea tuturor lucrărilor ce conduc la realizarea proiectului.
Structura de dezagregare a lucrărilor - SDL este o reprezentare structurală a tuturor activităţilor din proiect. Reprezentarea poate fi realizată sub formă de arborescenţă.
O problemă majoră în managementul proiectelor este aceea de a identifica cu precizie tot ceea ce trebuie realizat pentru atingerea obiectivului. Una din cauzele principale ale intrării unor proiecte în „derivă” constă în faptul că anumite lucrări nu au fost identificate şi, ca urmare, nu au fost planificate. Experienţa arată că, de foarte multe ori, o parte însemnată a sarcinii de lucru din cadrul unui proiect n-a fost identificată la momentul oportun.
Această lipsă de vizibilitate conduce la întârzieri în realizarea proiectului, care adesea nu mai pot fi recuperate.
De obicei, nu activităţile legate direct de realizarea produsului final pun probleme majore, ci activităţile auxiliare care, de foarte multe ori sunt identificate necorespunzător sau chiar sunt omise.
SDL R1
Nr. operaţie Denumirea operaţiei Cod operaţie Tu [min/buc] Tpi [min/lot] Resursa
Denumirea Codul
1 Debitare D11 7,2 16 Ferăstrău alternativ FA400 R1
2 Frezare de degroşare F11 9,4 32 Maşinã de frezat universalã FU32 R2
3 Frezare de finisare F12 6,8 32 Maşinã de frezat universalã FU32 R2
4 Gãurire-lãrgire-alezare CPV11 22,8 120 Centru de prelucrare V320 R3
5 Rectificare planã RP11 9,6 28 Maşinã de rectificat plan RP 400 R4
6 Inspecţia preciziei geometrice C11 5,8 18 Banc de control R5
SDL R3
Nr. operaţie Denumirea operaţiei Cod operaţie Tu [min/buc] Tpi [min/lot] Resursa
Denumirea Codul
1 Strunjire de degroşare S31 7,2 28 Strung SNA 400 R6
2 Strunjire de finisare S32 6,8 28 Strung SNA 400 R6
3 Gãurire-alezare G31 8,3 22 Maşinã de gãurit verticalã G25 R7
4 Prelucrarea alezajelor principale CH31 18,2 120 CH80 R8
5 Rectificare cilindricã RC31 5,6 18 Maşinã de rectificat rotund RU 320 R9
6 Inspecti preciziei geometrice C31 5,2 18 Banc de control R5
SDL R9
Nr. operaţie Denumirea operaţiei Cod operaţie Tu [min/buc] Tpi [min/lot] Resursa
Denumirea Codul
1 Strunjire S91 4,2 32 Strung SNA 400 R6
2 Rectificare planã RP91 8,6 28 Maşinã de rectificat plan RP400 R4
3 Frezare canale F91 5,2 34 Maşinã de frezat universalã FU32 R2
4 Gãurire-filetare G91 4,8 22 Maşinã de gãurit verticalã R7
5 Frezare profil CH91 18,3 120 CH80 R8
5 Inspecţia preciziei geometrice C91 3,2 18 Banc de control R5
2.3. Planul de producţie director (PPD)
Planul de producţie director este documentul ce stă la baza programării şi conducerii producţiei.
Planul de producţie director trebuie să permită cunoaşterea termenelor şi a cantităţilor de livrare, durate de asamblare, cantităţi brute (CB), stocuri (S), cantităţi nete (CN).
CN = volumul de producţie pentru repere;
CN = CB - S;
Livrarea (L) reprezintă cantitatea ce trebuie livrată trimestrial către beneficiar.
PLANUL DE PRODUCŢIE DIRECTOR 12 180 0 180 180
360 50 310 360 360 20 340 360 360 5 355 360
11
10
9 220 0 220 220
440 50 390 440 440 50 390 440 440 20 420 440
8
7
6 220 0 220 220
440 100 340 440 440 50 390 440 440 20 420 440
5
4
3 180 0 180 180
360 50 310 360 360 30 330 360 360 5 355 360
2
1
0
Perioada Produs P CB = 800 S = 0 CN = 800 L = 800 Reper 1 CB = 1600 S = 250 CN = 1350 L=1600 Reper 4 CB = 1600 S = 150 CN = 1450 L= 1600 Reper 6 CB = 1600 S= 50 CN = 1550 L = 1600
Preview document








































Conținut arhivă zip
- Programarea si Conducerea Fabricatiei unui Set de Trei Repere.doc
Alții au mai descărcat și

3.4. Metodologia auditului sistemelor calitatii Standardul international ISO 10011 stabileste principiile, criteriile, practicile de baza si...

Mediul extern al firmei poate fi impartit in doua mari segmente: - mediul general sau mega-mediul - mediul specific(mediul sarcina);...

După cum s-a mai amintit în paragraful rezervat clasificării tehnicilor şi metodelor ingineriei sistemelor de producţie, alături de tehnicile şi...

WHO and HOW MADE IT POSSIBLE? In order to get where Sicomed has got one has to be very talented, very intelligent an also very patient. The...
Te-ar putea interesa și

I. Proces şi sistem de producţie pentru produsul “ROATA DE LANT Z23” 1.1. Date initiale generale - Unitatea de producţie: SC ELECTROMAGNETICA SA;...

1.Date initiale 1.1Tema proiectului Programarea si conducerea productiei pentru fabricarea unui set de repere (corp de pompa,capac cu suport si...