
Extras din referat
Just-in-time(JIT) înseamnă a produce piesa potrivită la momentul potrivit şi în cantitatea necesară.Restul – provoacă muda. Toyota a introdus conceptul de JIT în 1950 drept răspuns la nişte probleme concrete, cum ar fi:
•O piaţă fragmentată ce necesita o varietate de produse în cantităţi mici.
•Competiţie puternică.
•Preţuri fixe sau în scădere.
•Modificări tehnologice rapide.
•Costuri mari ale capitalului.
•Muncitori capabili ce doreau o implicare mai puternică.
De ce JIT?
Producătorii în masă „împing” produsul prin sistem indiferent de cererea reală.
Un plan principal de producţie este realizat pe baza unei previziuni pentru cererea din perioada respectivă. Fiecare departament primeşte o comandă zilnică pentru a fabrica o cantitate necesară pentru departamentul de asamblare finală. Datorită duratelor mari ale timpilor de reglare, producţia în loturi mari este des utilizată.Calcularea nivelului actual de stocuri este dificilă. Sunt des întâlnite deficitele de anumite piese, iar pentru a se proteja împotriva lor, producătorii măresc cantitatea de stocuri.Spaţiile de stocare se diminuează, fiind necesară construcţia a noi depozite ce necesită transportatoare şi personal. Clădirile şi loturile mari izolează muncitorii şi împiedică
comunicarea.În 1970, metodele manuale de planificare au fost înlocuite de sistemele computerizate de planificare a necesarului de materiale(MRP). Un bun sistem MRP putea calcula cantitatea destocuri (oarecum), comanda material şi trimite instrucţiuni fiecărui departament cu privire la cetrebuie produs. Dar, oricum, existau probleme majore. Dacă toate piesele ce erau transferate dela un proces la altul nu erau introduse în sistem, începeau să apară erori. Defectele, timpii mor ţiai echipamentului, reglare neprogramate şi alte evenimente variabile creau haos şi necesitau reprogramarea sistemului.
Astfel, procesele din aval, de obicei, fie au prea multe piese, fie insuficiente pentru a putea corespunde planului de producţie. Chiar şi cel mai bun sistem MRP nu poate ilustra adevăratele condiţii dintr-un ateliere. De obicei, MRP este suplimentat de către un sistem derezervă, destinat urgenţelor. Aceste sisteme transferă piesele lipsă, care sunt urgente, la începutul rândului, pentru a fi primele prelucrate de către fiecare department şi utilaj.Sistemele MRP au devenit din ce în ce mai complexe. Module de planificare a capacităţii au fost adăugate pentru a determina capacităţile utilajelor în fiecare proces,şi asta pentru a putea identifica potenţialele locuri înguste. În 1990 acestea au evoluat în software-uri de planificare aresurselor organizaţiei (ERP – Enterprise Resource Planning), programe soft foarte complexe şi costisitoare, ce planificau la nivelul întregii organizaţii, incluzând
producţia, logistica,mentenanţa, calitatea şi resursele umane. Rezultatele reale au fost dezamăgitoare, în special îndomeniul logisticii.Destul de sensibili la punctele slabe ale sistemului tradiţional de producţie (PUSH),furnizorii de soft-uri au dezvoltat sisteme ERP de tip LEAN. Sunt ele mai bune ca precedentele?Răspunsul rămâne la discreţia cumpărătorului.
Principiile de bază a JIT
Toyota a introdus producţia just-in-time în 1950 şi continua să o îmbunătăţească până în prezent.
JIT a fost introdus în America de Nord în 1980 împreună cu activităţile de calitate,controlul statistic al procesului (SPC – Statistical Process Control),şi alte inovaţii japoneze. JITs-a bucurat de o scurtă perioadă de prosperitate în America de Nord, iar apoi a fost dat uitării datorită„solului” infertil.JIT presupune respectarea câtorva reguli simple:
1.Nu se fabrică dacă nu există comandă de la client.
2.Nivelarea cererii în vederea creării unui flux uniform de producţie în întreaga fabrică.
3.Corelarea tuturor proceselor cu cererea clientului prin utilizarea unor dispozitive vizuale(numite kanban-uri).
4.Maximizarea flexibilităţii muncitorilor şi echipamentelor.
Sistemul JIT
La Toyota, am înţeles esenţa JIT-ului – creează un flux de valoare, astfel încât consumatorul să poată prelua. Componentele sistemului JIT sunt următoarele:
•Kanban. Un sistem de instrumente vizuale (de obicei cartele de semnalizare) ce sincronizează şi furnizează instrucţiuni furnizorilor şi clienţilor atât interni, cât şi externi.
•Nivelarea producţiei sau heijunka. Aceasta susţine munca standardizată şi kaizen. Scopuleste de a produce în acelaşi ritm în fiecare zi, pentru a reduce diferenţele dintre punctelede maxim şi de minim a gradului de încărcare. Paradoxal, heijunka de asemenea susţine adaptările rapide la fluctuaţiile cererii.
La rândul lor, kanban şi heijunka depind de:
1.Timpi rapizi de reglare a utilajelor, ce permit o reacţie rapidă la comenzile zilniceale clienţilor şi minimizează muda create deaşteptare.
2.Managementul vizual prin implementarea celor 5S, ce duc la transparenţa condiţiilor de producţie pentru întreaga echipă şi coordonează întreaga acţiune.
3.Procese capabile, adică metode, muncitori şi utilaje capabile:
•Prin metode capabile se înţelege munca standardizată ce creeazăpuncte dereper pentru activităţile kaizen.Şi, de asemenea, aplicarea acţiunii jidoka pentru a minimiza şi a reduce defectele.
•Prin muncitori capabili se înţelege mentenanţa productive totală(TPM)şi activităţile 5S ce atacă cele
şase mari pierderi (defectările utilajelor,întârzierile de instalare şi ajustare, opririle minore, viteza redusă, defectede process şi rezultate reduse).
Kanban
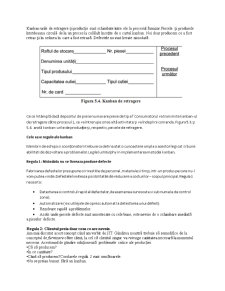
Un kanban este un instrument vizual utilizat pentru a obţine productie JIT. De obicei esteo cartel amplasată într-un plic rectangular. Un kanban este o autorizaţie pentru a produce sauretrage anumite piese şi, de asemenea, poate conţine următoarele informaţii:
•Furnizorul piesei sau produsului.
•Clientul.
•Locul stocării.
•Cum este transportat (de exemplu, mărimea containerului sau metoda de transport).
Alte tipuri de kanban pot fi:
•Un spaţiu liber în zona de producţie ce indică faptul că cineva a retras produsul,şi că acesta trebuie suplinit.
•O linie pe un transportator sau o poliţă de stocare. Când cantitatea de stocuri coboară sub nivelul liniei, se purcede la fabricarea pieselor respective pentru a suplini stocul.
•Un loc liber pe o platform a transportatorului. Vom produce cantitatea de piesecorespunzătoare gradului de încărcare al platformei.
•O cutie pentru piese, cu un gol destinat unui anumit număr de piese.
•Un semnal electronic de la un întrerupător către o maşină automată, ce porneşte maşina, pentru fabrica piese până când clientul este plin.
•O lumină pe panoul de control al producţiei.
•Un loc liber în căruciorul de piese (este comod la asamblarea a mai multor piese).
•O minge de ping-pong colorată ce iese dintr-un orificiu când clientul retrage un detaliu,informând asupra faptului că piesa retrasă trebuie suplinită.Un mesaj electronic pe monitorului unui calculator, de asemenea poate servi drept kanban.
Preview document







Conținut arhivă zip
- Productia Lean.docx
Alții au mai descărcat și

Descrierea proiectului: Proiectul îşi propune să transforme complexul hotelier de categoria o stea în complex hotelier de trei stele. Pentru...

INTRODUCERE "Managementul eficient creează viitorul, nu îl aşteaptă. Mai bine zis el acţionează, nu reacţionează" J. Keith Lounden Fiecare...

1. Structura demersului creativ in ştiinţele tehnice Valenţele si resursele inovarii tehnologice În artă, în ştiinţa, în tehnică, creativitatea...

CAPITOLUL I: LEAN MANUFACTURING Lean Manufacturing înseamnă o abordare complexă a sistemului de management al proceselor dintr-o organizaţie, fie...

3.4. Metodologia auditului sistemelor calitatii Standardul international ISO 10011 stabileste principiile, criteriile, practicile de baza si...

Mediul extern al firmei poate fi impartit in doua mari segmente: - mediul general sau mega-mediul - mediul specific(mediul sarcina);...

PRODUCȚIA Producţia este activitatea socială în care oamenii cu ajutorul mijloacelor de producţie, exploatează şi modifică elemente din natură în...

1.Riscurile Riscul de proiect este un eveniment sau o condiție nesigură care, dacă apare, are un efect pozitiv sau negativ asupra unuia sau mai...
Te-ar putea interesa și

1. INTRODUCERE Necesitatea de a realiza activităţi de mentenanţă porneşte de la faptul că există procese de uzură. Uzura este un proces tehnic,...

În penultimul deceniu al secolului XX s-a produs o mini-revoluţie industrială deoarece s-a ajuns la concluzia că nu mai era suficientă întreţinerea...

INTRODUCERE Orice organizatie din lumea economica contemporana doreste sa afle cum se pot realiza produse sau servicii care sa adauge valoare noua...

CAPITOLUL 1 INTRODUCERE ÎN MANAGEMENTUL RESURSELOR UMANE 1.1. Rolul şi particularităţile resurselor umane în cadrul organizaţiei. Dezvoltarea...

Introducere Actualitatea temei.Actualul mediu competitiv creşte presiunea asupra costurilor, asupra cerinţelor de servire şi de calitate.Adaptarea...
CAPITOLUL I: LEAN MANUFACTURING Lean Manufacturing înseamnă o abordare complexă a sistemului de management al proceselor dintr-o organizaţie, fie...

Noul model de producţie este unul suprasimbolic şi diferă în mod dramatic de cel materialist, de masă. Aşa cum timpul este unul dintre cele mai...

Sisteme și sistematică Teoria sistemelor investighează atât principiile comune ale tuturor entităţilor complexe, cât şi modelele (de obicei...